切削力与切削功率
切削力与切削功率的计算
切削力及其分解、切削功率
(1) 切削力的产生与切削力的分解 切削加工时,在刀具的作用下,被切削层金属、切屑和工件已加工表面金属都要产生弹性变形和塑性变形,这些变形所产生的抗力分别作用在前刀面和后刀面上:同时,由于切屑沿前刀面流出,刀具与工件之间有相对运动,所以还有摩擦力作用在刀面和后刀面上。这些作用在刀具上的合力就是总切削力F,简称切削力。
由于F受很多因素的影响,因此,其大小和方向都是不固定的。为了便于分析切削力的作用和测量切削力的大小,常常将总切削力F分解为如图1-9所示的三个互相垂直的切削分力:
1)切削力Fc是总切削力在主运动方向上的分力。因此,它垂直与基面,是切削力中最大的一个切削分力。其所消耗的功率占总功率的95%~99%。它是计算机床动力,校核刀具、夹具的强度与刚度的主要依据之一。
2) 背向力Fp是总切削力在切削深度方向上的分力。它在基面内,与进给运动方向垂直。
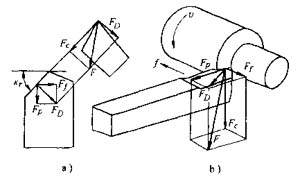
图1-9 切削力的分解
此力作用在机床一夹具一工件一刀具系统刚度最弱的方向上,容易引起振动与加工误差,它是设计和校验系统刚度和精度的基本参数。
3) 进给力Ff是总切削力在进给运动方向上的分力。它在基面内,与进给运动方向一致。Ff作用在机床的进给机构上,是计算和校验机床进给系统的动力、强度及刚度的主要依据之一。
由图1-9可知,总切削力F与三个切削分力之间的关系为
.jpg)
(1-1)
(2) 切削功率 消耗在切削过程中的功率称为切削功率pm。切削功率为切削力Fc和进给力Ff所消耗功率之和,因背向力Fp没有位移,所以不消耗功率。于是切削功率(W)为
.jpg)
(1-2)
式中:Fc―切削力(N)
υc―切削速度(m/s)
Ff―进给力(N)
υf―进给速度(mm/s)。
一般情况下,Ff所消耗功率(约占pm的1%~2%)远小于Fc所消耗的功率,因此,式(1-2)可简化为
.jpg)
(1-3)
按上式求得Pm后,如要计算机床电动机功率PE,还应将Pm除以机床的传动效率ηm(一般取ηm=0.75~0.85),即
.jpg)
(1-4)
2.切削分力的经验公式
目前,生产中计算切削分力的经验公式可分为两类:一类是按单位切削力进行计算。
(1) 计算切削力的指数公式 用指数公式计算切削力在是生产实际中或得广泛作用,其形式为
.jpg)
(1-5)
式中CFc、CFP、CFf―决定于被加工材料和切削条件的系数:
xFC、yFC、nFC、xFp、yEP、nFP、
xFf、yFf、nFf、―分别为三个分力公式中切削深度ap、进给量f和切削速度υc的指数:
kFC、kFP、kFf、―分别为三个分力计算式中,当实际加工条件与求经验公式时的条件不符时,各种因素对切削分力修正系数的积。
设kMF、KyOF、kKRF、kλSF、 kR∈F、kTF分别为被加工材料力学性能,刀具前角、主偏角、刃倾角、刀尖圆弧半径、耐用度改变时对切削分力的修正系数,并以kF表示kFC、kFP、kFf,则
KF=kMF、KyOF、kKRF、kλSF、 kR∈F、kTF (1-6)
式(1-5)中的各系数、指数的数值,以及式(1-6)中各种切削条件下修正系数的数值可在本书有关章节中查得。
(2) 用单位切削力计算切削力和功率 单位切削力p是单位切削层公称横截面积(m2)上的切削力(N),所以 (1-7):
(1-8)
式中 Fc―切削为(N):
AD―切削层公称横截面积(m2):
bD―切削层公称宽度(mm):
hD―切削层公称厚度(mm):
ap―切削深度(mm):
f―进给量(mm/r)。
单位切削功率pc是单位时间内切除单位体积材料所需的切削功率(W/(m3/s)).所以
.jpg)
(1-9)
式中 Q―材料切除率(m3/s):
υc―切削速度(m/s):
pc―切削功率(W):
.jpg)
(1-10)
将Q、Pc、代入式(1-9)得
因此,如果知道了单位切削力p,就可由式(1-8)计算出切削力FC,并用式(1-10)计算出切削功率pc。
单位切削力的具体数值可在有关文献中查到。表1-1是硬质合金外圆车刀车削几种常用材料的单位切削力和单位切削功率。
表1-1硬质合金外圆车刀切削常用金属材料时的单位切削力与单位切削功率
|
工件材料 |
单位切削力P/(N/mm2)
F=0.3mm/r |
单位切削功率pc/(kw/(mm3/8))f=0.3mm/r |
实验条件
|
|
类别 |
名称 |
牌号 |
制造、热处理状态 |
硬度HBS |
刀具几何参数 |
切削用量范围 |
|
钢 |
易切钢 |
Y40Mn |
热轧 |
202 |
1668 |
1668x10-6 |
Y0=15°
Kr=75°
λs=0°
by1=0
前刀具带卷屑槽 |
υ0=90~150m/min
ap=1~5mm
f=0.1~0.5mm/r |
|
碳素结构钢,合金结构钢 |
Q235-A |
热轧或正火 |
134~137 |
1884 |
1884x10-6 |
|
45 |
187 |
1962 |
1962x10-6 |
|
40Cr |
212 |
|
40MnB |
207~212 |
|
38CrMoAIA |
241~269
|
|
45 |
调质(淬火及高温回火 |
229 |
Y0=15°,kr=75°,λs=0°by1=0.1~0.15mm
Y0=-20°前刀面带卷屑槽
|
|
40Cr |
285 |
2305 |
2305x10-6 |
|
38CrSi |
292 |
2197 |
2197x10-6 |
|
45 |
淬硬(淬火及低温回火) |
44
(HRC) |
2649 |
2649x10-6 |
|
工作材料 |
单位切削力p/(N/mm2)f=0.3mm/r |
单位切削功率pc/(kw/(mm3/s)f=0.3mm/r |
实验条件 |
|
类别 |
名称 |
牌号 |
制造、热处理状态 |
硬度HBS |
刀具几何参数 |
切削用量范围 |
|
钢 |
工具钢 |
60SiMn |
热轧 |
269~277 |
1962 |
1962x10-6 |
у°=15°
κr=75°
λs=0°
byl=0前刀面卷屑槽 |
υc=90~150m/min
ap=1~5mm
f=0.1~0.5mm/r |
|
T10A |
退火 |
189 |
2060 |
2060x10-6 |
|
9CrSi |
223~228 |
|
Cr12 |
223~228 |
|
Cr12MoV |
262 |
|
3Cr2W8 |
248 |
|
5CrNiMo |
209 |
|
W18Cr4V |
235~241 |
|
|
CCr15 |
退火 |
196 |
2109 |
2109 x10-6 |
|
不锈钢 |
1Cr18Ni9Ti |
淬火及回火 |
170~179 |
2453 |
2453x10-6 |
у0=20°, κr=75°, λs=0°, byl=0,前刀面带卷屑槽 |
|
|
铸铁 |
灰铸铁 |
HT200 |
退火 |
170 |
1118 |
1118x10-6 |
у0=15°κr=75°
λs=0°
byl=0,平前刀面,无卷屑槽 |
υc=1.17~1.42m/s(70~85m/min),ap=2~10mm,f=0.1~0.5mm/r |
|
球墨铸铁 |
QT450-10 |
170~207 |
1413 |
1413 x10-6 |
|
可锻铸铁 |
KTH300-06 |
170 |
1344 |
1344 x10-6 |
у0=15°κr=75°
λs=0°
byl=0,前刀面上带卷屑槽 |
|
冷硬铸铁 |
轧辊用
|
表面硬化 |
52~55(HRC) |
3434{f=0.8} |
3434 x10-6 |
у0=0°κr=12~14°λs=0°, byl=0平前刀面,无卷希望槽 |
υc=0.117m/s(7m/min)ap=1~3mm,f=0.1~1.2mm/r |
|
3139{f=1} |
3139 x10-6 |
|
2845{f=1.2} |
2845 x10-6 |
|
铝合金 |
铸铝合金 |
ZL110 |
铸造 |
45 |
814.2{у0=15°} |
814.2 x10-6 |
у0=15°,25°,κr=75°λs=0°byl=0
平前刀面,无卷屑槽 |
υc=180m/min,ap=2~6mm,f=0.1~0.5mm/r |
|
706.3{у0=25°} |
706.3 x10-6 |
|
硬铝合金 |
ZA12 |
淬或及时效 |
80107 |
833.9{у0=15°} |
833.9 x10-6 |
|
765.2{у0=25°} |
765.2 x10-6 |
|
铜及铜合金
|
黄铜 |
H62 |
冷拔 |
80 |
1422 |
1422 x10-6 |
у0=15°,κr=75°λs=0°byl=0,平前刀面,无卷屑槽
|
υc=1.83m/s(110m/min), ap=2~6mm,f=0.1~0.5mm/r
|
|
铅黄铜 |
HPb59-1 |
热轧 |
78 |
735.8 |
735.8 x10-6 |
|
锡青铜 |
ZQSn5-5-5 |
铸造 |
74 |
686.7 |
686.7 x10-6 |
|
加工铜 |
T2 |
热轧 |
85~90 |
1619 |
1619 x10-6 |
|
|
|
钼 |
纯钼 |
|
粉末冶金 |
109 |
2413 |
2413 x10-6 |
у0=20°κr =90°λs=0°byl=0.15mm,y01=-5°,前刀面上带卷屑槽 |
υc=40m/min,ap=1~5mm,f=0.1~0.4mm/r |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
注:1、切削各种钢,用YT15刀片:切削不锈钢、各种铸铁与铜、铝,用YG8或YG6刀片:用YW2刀片。
2、不加切削液。
表1-2 影响切削力的因素
|
影响因素 |
说明 |
|
工件材料 |
别加工材料的强度越高,硬度越大,切削力就越大:工件材料加工硬化的倾向性大,则切削力将增大:工件材料中添加硫,铅等元素(易切削钢),切削力减小,加工铸铁等脆性材料时,切削层的塑性变形很小,加工硬化小,形成的崩碎切屑与前刀面的摩擦力小,故切削力小:同意材料的热处理状态不同、金相组织不同,也会影响切削力大小。 |
|
切削深度ap、进给量f |
切削深度ap的进给量f增加时, 抗力和摩擦力增大,因而切削力也随之增大,但二者对切削力的影响程度不同,一般情况下,当ap增加一倍时,切削力约增加一倍,而当f增加一倍时,切削力只增加68%~86%。 |
|
切削速度υc |
加工塑性金属时,切削速度υc对切削力的影响呈波浪形。在低速范围内(υc<50m/min)时,随着切削速度的增大,由于切削温度升高,摩擦力逐渐减小,切削力又随之减小。
切削脆性金属时,因塑性变形很小,切削与前刀面的摩擦也小,故υc对切削力的影响也小。 |
|
前角y0 |
刀具前角越大,切削层的变形越小,故切削力也减小,前角对切削力的影响程度随着切削速度的增大而减小,这是因为高度切削时的切削温度增高,使摩擦、加工硬化程度和塑性变形都减小的缘故:加工铸铁等脆性金属材料时,前角对切削力的影响不显著。 |
|
主偏角kr |
当切削层公称横截面积不变时kr增大,切削层公称厚度增大,切削层变形减小,故切削力Fc减小,但当kr大于60°~75°时,由于到尖圆弧半径的作用比重加大,Fc又略有上升:kr增大、Fp减小,Ff增大且增大较多。 |
|
刃倾角λs |
λs在很大范围(从-40~+40)内变化时,对Fc没有什么影响,但λs减小时,Fp增大,Ff减小。 |
|
刀尖圆弧半径λ∈ |
λ∈对Fc的影响不大。λ∈增大时,Fp将增大。 |
|
刀具材料 |
刀具与被加工材料间的摩擦因数,直接影响着切削力的大小。在同样切削条件下,高速钢刀具的切削力最大,硬质合金次之,陶瓷刀具最小。 |
|
切削液 |
切削液润滑性能越高,切削力降低越明显。 |
|
刀具磨损 |
刀具后 刀面磨损后,接触摩擦增大,因而切削力增大:刀具前刀面上因磨损而形成月牙洼时,由于增大了前角,因此切削力减小。 |
影响切削力的因素(见表1-2)
切削力的测量
测量切削分力的方法有两类:一类是间接测量法,例如把应变片贴在滚动轴承外环上、用为移计测量主轴或刀架变形量、测量驱动电动机耗电功率或转差率、测量静压轴承压力等,利用这些方法便可间接测量切削力的大小:另一类是直接测量法,主要是利用各种测力仪来进行测量。常用的测量仪是应变片式和压电式两种,其工作原理是利用切削力作用在测力仪的弹性元件上所产生的变形,或作用在压电晶体上产生的电荷经过转换后,来测量各切削分力。
(1) 电阻应变片式测力仪这种测量仪具有灵敏高度,量程范围大,既可用语静态、也可用于动态测量,以及测量精度较高等特点。
测量仪常用的电阻软件叫做电阻应变片。将若干电阻应变片紧贴在测量仪的弹性元件发生变形,使应变片的电阻值改变,破坏了电桥的平衡,于是有与切削力大小相应的电流输出,经放大、标定后就可读出三向切削力之值。
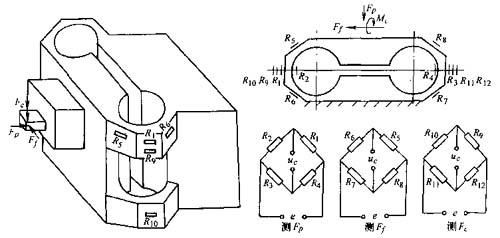
图1-10 八角环车削测力仪及应变片布置
(2) 压电式测力仪这是一种灵敏度高,刚度大,自振频率高,线性度和抗相互干扰都较好且无惯性的高精度测力仪,特别适用于测量动态力及瞬时力。其缺点是易受湿度的影响,在连续测量稳定的或变化不大的力时,会产生因电荷泄漏而引起的零点漂移,影响测量精度。压电测力仪的工作原理是利用石英晶体或压电陶瓷的压电效应。在受力时,她们的表面将产生电荷,电荷的多少与所施加的压力成正比而与压电晶体的大小无关。用电荷放大器转换成相应的电压参数,从而可测出力的大小(见图1-11a)。
将几个石英元件按次序机械地排列在一起,就可构成多向力传感器(见图1-11b)。加在传感器上的力作用在石英片上,由于石英晶体的切割方向选择得不同,所以各受力方向上的灵敏度不同,故能分别测出各个切割分力。
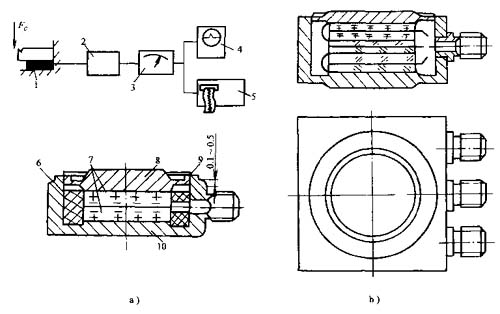
图1-11 压电式传感器
a) 但向测力传感器及测力系统 b)三向测力传感器
1―压电传感器 2―电荷放大器 3―峰值电压表 4―阴极射线示波器 5―光线示波器 6―聚四氟套 7―晶片 8―盖 9―电子束焊缝 10―基座

.jpg)