�����ֳ����˵����������ԭ��
UDC 62.833 : 001.4
GB 3481-83
����Ϊ�֡�������ͭ�Ͻ���ֵ�һ��������ʽ�ṩͳһ��������������������˵�������ԭ�����������Ϊ��˵��������ĺ���ͼ������˵����͡�
��������Ϊ�����Ƿ�ʧЧ���оݡ���¼A �����е��й����˵ĶԲߣ�ֻ��һ���Ե�ָ������Ϊijһ�����ض�������ʽ���б�ͶԲ���Ҫ��ר�ŵľ���ͷ����о����ʲ����ڱ�����Χ��
�����������ʺ�ijЩ����ij��֣����ֳݵ�������ʽ���ɴ��µز��ñ�����������ݡ�
1 ĥ��wear
ĥ���������ϴ��������У��ֳݽӴ������ϵIJ���Ħ����ĵ�����
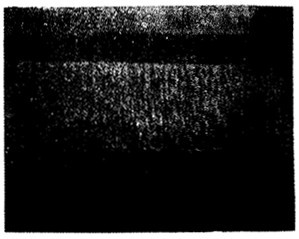
1.1 ��ĥ��Polishing
��ĥ����һ���൱������ĥ�����Ӵ������ϵ�����ĥƽ��ֱ�����ַdz��⻬�ı���Ϊֹ��
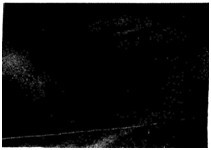
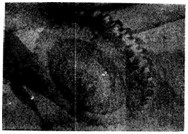
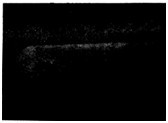
ͼl ��ĥ��
�������֣�m=12mm ������20CrMnTi ����̼���HRC58��62 ������8000 Сʱ������羵��������ƽ����
ͨ�����ֳ����ڽӴ�����Ĵֲڶ�������ճ�ȡ����湤���ٶȡ������غ�֮�䲻��ƥ�䣬��ɵ�����������Ĥ��Ȳ��������³�����岿�����е���ij�����Ա��Σ�ʹ������������ĥƽ���ֲڶ���С��
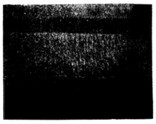
1.2 �е�ĥ��Moderate Wear
�е�ĥ����һ�ֱȽϳ�����ĥ���������ɴ����ڳ��ִ�������������������ڣ��е�ĥ��ij��֣��������³����ϵIJ��϶���һ����ʧ������Դ붯�ٶ�Ϊ���������Զ��ĥ���������ڴ˽���λ���ϣ����ֳ�һ�������������ߡ�
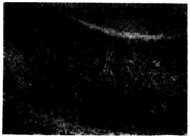
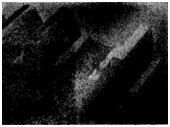
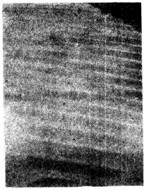
ͼ2 �е�ĥ��
�������֣�m��10mm������20CrMnTi����̼���HRC58��62������7000 Сʱ���ϣ������Ͻ��߸����ɼ�һ�����Ե������ߣ��ϳ���������ĥ�ۡ�
���ڹ����ٶȡ��غɡ��¶ȡ������ܵȷ�������ƣ����ֳ��ڱ߽���ӽ��߽���״̬�¹�������ϵͳ����������Ⱦ���ʣ������������е�ĥ��
1.3 ����ĥ��Exce : sive Wear
����������ϴ���ĥ����������״�ƻ���ĥ���ʺܸߣ����ֽ��ﲻ����������������߸�����ʱ�����ʴ������������������ϵͳ������ʹ���ֲ�������������
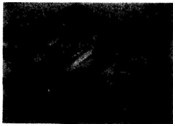
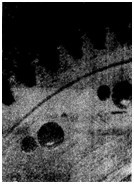
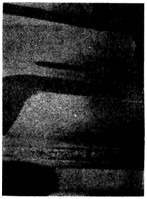
ͼ3 ����ĥ��
ĥ�������m=24mm��������������ĥ�𣬳������Ե�̨�ף��ݺ������������ƻ���
��ϵͳ���ܷ�װ�ò�������Ĥ������������ϵͳ������������غɵȶ��ܵ��³������ĥ��
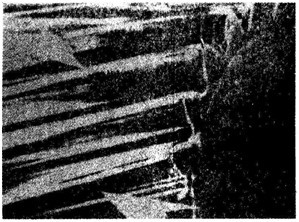
1.4ĥ��ĥ��Abrasive Wear
�ֳݽӴ��������ػ��������нϾ��ȵ����ۣ����ֶ��Ħ������������һ������ص���������
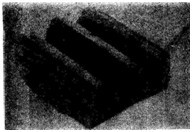
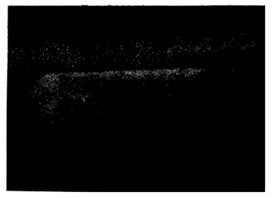
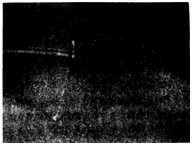
ͼ4 ĥ��ĥ��
ƽ¯�㶯װ�↑ʽ����m = 65mm�����ڻ��������������ϳ��棬���³�����־��ȵ����ۡ�
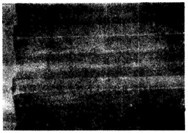
ͼ5 ĥ��ĥ��
��ɽ�������������������m��24mm ���������е�ĥ�ϵ��³�������Ȳ������ۡ�
���ڹ����������ⲿ����������ĥ�����ã�����ĥ��ĥ��ĥ�������dz��ֺ���е���������˲����Ŀ��������ӷɽ������Ƥ����ʴ���ɰ���������ƵĽ����ͷǽ��������ĥ�������³���װ���ܺϺ�δ����ϴ�Լ�����ԭ��ʹ���ͱ���Ⱦ����ɡ����ڿ�ʽ������ĥ��ĥ���Ϊ���ء�
1.5 ��ʴĥ��Corrosive Wear
����һ���Ի�ѧ��ʴ����Ϊ���������л�еĥ����ֳ�������ʽ�������ϳ��־��ȷֲ��ĸ�ʴ��ӣ����������ػ���������ĥʴ�ۼ���
ͼ6 ��ʴĥ��
���ֱ�������������ԵĻ�ѧ��ʴ��㣬�������港ʴ��ĥ�𣬳��θı䡣
�������еĻ��Գɷֺ��ֳݲ��Ϸ�����ѧ�͵绯ѧ��Ӧ��������港ʴ������Ħ�����ˢ���ö�ʹʴ�߱�ĥʧ�������γɸ�ʴĥ���ڸ���ʱ����ѹ���Ӽ����γɷdz����õĸ�ʴ������ʴ���森���չ����в����ڳ����ϵIJ�������Ҳ������ʴĥ��
1.6 ����Scoring
�����������ϳ���Ľ�������һ��ѹ����ֱ�ӽӴ�����ճ�ţ�ͬʱ���ų��������˶���ʹ�����ӳ�����˺��������һ������ճ��ĥ��������һ������������ճ�Ÿ�����ں�������ͬ�����Ͽ�����Ӧ�����佺��֮�֡��Ƚ���ͨ�����������ϴ��ֲ����ȵ������Ӵ���������ں���ճ�ţ�������������������ϴ��ֲ�ѹ���ܸߡ����ٶȵͶ�ʹ���Ӵ���������Ĥ�����ƶ�ճ�š���������Ƚ��ϵIJ�λ�����ֹ����������ػ�ɫ�������佺�ϳ��ڳ����Ͼֲ�������
1.6.1 ��ս���Slightscoring
�����ϳ�����Ϊ�ڿ����ݶ����ݸ��ij������ػ�����������ϸ�ܵ��˺ۣ�һ������������ʱҪ�������������ܼ�����ճ�źۼ���
ͼ7 ������
���ٳ�����m��3.7mm����̼���HRC> 62�����涥�����������ϵİ�����
�������˿�������������ת���������ϳ�����������빤���������Э���������������Ϻö���ɵģ���Ҳ���������������������ġ�
6.2 �еȽ���Moderate Scoring
�������˱���Ϊ�ֳݵijݶ������ݸ�����Ϊ���ԡ����ֽ��ϵ����ƽ�ϸ��dz��
ͼ8 �еȽ���
�ݶ�������ϸ��dz�Ľ������ơ�
�������ϴ��ľֲ������¶ȶ�ʹ����Ĥ�����Dz����������˵���Ҫ������
1.6.3 �ƻ��Խ���Destructive scoring
�ػ�������������Ե�ճ˺���ۣ��������������dzݶ��������ԵIJ�����ʧ������Ի����ٶ�Ϊ��Ĺ����������ԣ�����������ȫ�ٻ��������������ֺܿ�ʧЧ��
ͼ9 �ƻ��Խ���
��������m=5mm,����20Cr ����̼���HRC58��62 ��������ȱ����ɳ����ƻ��Խ��ϣ��ݶ������Ϲ��۸�Ϊ���ԡ�
ͼ10 �ƻ��Խ���
�������ī�������֣�m=5mm�������ع�����ɳ����ƻ��Խ��ϣ������������������ʧ���������Կɼ���
������������������֣������¶ȹ��ߡ�����Ӵ�Ӧ�����ٶȹ��ߵ�ԭ������Ĺ�������ɡ�
1.6.4 �ֲ�����Localized Scoring
����ò�������еȽ���������֮����������������Ӵ�����ľֲ������ϣ���������Ӵ���ȫ���������졢��չ��
ͼ11 �ֲ�����
���ո��ٳ���m=3mm������12CrZNi4A ��������̼HRC > 62 ���ڳݶ����в��ֲ����������ϡ�
ͼ12 �ֲ�����
���ո��ٳ���m= 3mm������12CrZN��A��������̼���HRC>62���ڳ��潺�������ϵ��������Եľֲ������˺ۡ�
ͨ���ֲ������������غɼ�����ɵġ��غɼ��п�������Ʋ�������ģ�Ҳ��������������װ�����غ������ƫб����治������ȴ�γɵġ��ڹ��γ��У�������������ʱ��������Ҳ���γ��غɼ��ж�����ֲ����ϡ����������Ͳ�����Ҳ���γ���ЧӦ�������غɼ��У�����ݿ��ϴ�ʱ�����ֵ��в������������ߡ���������������ë�����ڳ��֡�
2 ����ƣ��Surface Fatigue
����ƣ�����ɱ����α����ƣ��������չ���ɵ�һ�ֳ������ˣ���ȡ���������ϳ���ĽӴ�Ӧ����Ӧ��ѭ��������
����ƣ�����Ƴ�����Ϊ�������ϸ��״��ƣ��������չ�Ľ����ʹ�������������γɰ��ӡ���Щ���ӵĴ�С���Ӳ������ܡ��غɴ�С�����ض�������Щ���ӣ��еIJ�����չ���е�����չ������һƬ��
2.1 ��ʴPitting
����һ�ֳ�������״�ij���ƣ�����ˡ�
2.1.1 ���ڵ�ʴInitial Pitting
���ֵ����һ���С����Ŀ���࣬�������ھֲ�����Ӧ�����������ܺϺӴ�Ӧ��������ȣ���㲻�ټ�����չ��������ڵ�ʴ�ĵ�ʴ������ڹ���������ռ�ı������ͻᷢչ��Ϊ�ƻ��Ե�ʴ��
ͼ13 ���ڵ�ʴ
��������m=5mm������40CrӲ��HB255��280���ֳݹ���������߸������ֽ�ϸС����㡣
ͼ14 ���ڵ�ʴ
��������m��5mm������45�Ÿֵ��ʣ���ת���ó������������㣬ֱ��ѭ����������107�����Ҳδ����
ͨ�����ڵ�ʴ�����������ϵij������ϲ�����ɾֲ����ض�����ġ����������氼��ƽ����ķ��б�ȶ��ܵ����������ˡ�
2.1.2 �ƻ��Ե�ʴ Destructive Pitting
���ֵ�ʴ����㣬�������ڵ�ʴ�Ĵ���һ�����ȳ����ڿ������ߵijݸ������ϣ����Ҳ������ѣ�������ֳ�ʧЧ��ͨ���ƻ��Ե�ʴ�����ڳ����Ϲ��ߵ�Ӧ������ģ�����Ӧ��ѭ�����������࣬���ʴ������չ���Ӷ�������ת��������������
ͼ15 �ƻ��Ե�ʴ
���ֻ�����m=16mm������40Cr �����߸��������ʴ�����չ�������������ݿ���
2.2 ����Spalliog
������ָ�����ϵIJ��ϳ�Ƭ�����һ���ֳ����ˣ�����ӵ���״������һ���Ϊdzƽ�����ұȵ��Ӵ�Щ��
��������ͨ�������ڹ��ߵĽӴ�Ӧ�����������£�ƣ�����Ʒ�չ��һ���̶Ⱥ����������Ѷ��γɵġ�
��������ڵ�ʴ�ӵı�Ե�����������Ӷ��ɣ��������һ������Ӳ���ϵ��ֳ�����Ϊ������
����Ӳ���������ֳݣ����ڲ���ȱ�ݡ��ȴ���ë����ĥ�������Լ��غɹ����ԭ��ʹ�ݱ����α����Ӧ�������ô����ϵļ���Ӧ�������ƾ��ڱ����α����ڲ�����Ȼ�������ڱ����ڻ����ųݱ�����Ӳ�������������չ�����������ѹ���Ƭ״������γɰ���ӣ����ְ�������ͨ��Ҳ�Ʊ���ѹ�顣
ͼ16 ����
���ֻ����ֳ���mn=33mm������4oCr��Ӳ��HB 217��255��������������ɵ�ʴ��������չ���ɡ�
ͼ17 ����
������ͭ����m��20mm�����ִ�������䡣
ͼ18 ����
��������m��9.879mm������20MnVB����̼������Ӳ��HRC56��62�������غɹ�����ɳݱ������ѹ����䡣
ͼ19 ����
��ͼΪͼ18 �����ֳݵĽ��������ֲ��Ŵ�Լ3.5 ����
ͼ20����
��������m=9.879mm������20MnVB����̼������Ӳ��HRC56��62��Ӳ�����������������չ��������ɳ�����ϴ�Ƭ���䡣
ͼ21 ����
��ͼΪͼ20 �����ֳݵľֲ��Ŵ�Լ3.5������ͼ�ɼ����������Ƶ���չ�����
3 ���Ա���Plastlc Deformation
�ڹ����Ӧ�������£��ֳݲ������������������������γɳ�����������Ա��Σ���һ������Ӳ�ȵ͵ij����ϣ��������������£�Ӳ�ȸߵij�����Ҳ��������
3.1 ����ܱ�Cold Flow
�������ͳ�������£����漰�α�����ϳ������ԵĽ����������ڳݶ���ͳݶ����ϳ��ַɱߣ���ʱ�ݶ������ع�Բ���Ӵ����汻ѹ�ݣ��е��������ֵ��ֳ�������Ի����ٶ�Ϊ��Ľ��߱�������ۣ����ڴӶ��ֵ��ֳ��ϱ��������⡣
�ֳݲ���Ӳ�ȹ��ͣ��Ӵ�Ӧ�����ߣ����ִ������ϲ��������غ�̫���Լ������ȶ�����������ܱ䡣
ͼ22 ����ܱ�
��ɽ�õ����ʽ����m=22mm �������غͳ�������£�����������Ե����Ա��Σ��ݶ��Ͷ˲����ַɱߣ�������߸�������һ���������������Ըı䡣
3.2 ����Rippling
����һ�ֳ�����״���Ƶij������Ա��Σ��������ƴ�ֱ�ڻ����ٶȷ�����һ�㷢����Ӳ�����ϣ����ڽ����ij�������ʱҲ�ܷ�������ȵ����壬ֻҪ�����䷢չ���Գ��ִ���û�����Ե�Ӱ�졣�����ص������ʹ�����ƻ���������������ʽ���������ˡ�
ͼ23 ����
�����������״���Ա������ơ�
����ͨ�����ڳ�����ת�����У�������������ѹ���������£������������������С���ճ���������Ľ��������������٣������٣���������Ĥ��Ȳ��㡢�������йء���Ȼ���������ijЩ�����뷢��ĥ�������ƣ�������һ�ֳ�������������
3.3��Ridging
����Ҫ�����ڱ����α�����ϵ����������ͳ�����Ħ����ʹ�������������ϣ��ػ��������γ����Եļ�У�������ֳ����˳����������ص��ϸ˴�����˫���߳��ִ����С�
�������ڸߵĽӴ�Ӧ�����͵Ļ����ٶȺͳ����������ʹ�����α���IJ����ػ������������������������ġ�
ͼ24 ��
�������ű���Ӳ��˫����С����m=5.439mm���ػ������������Ե����Ա��μ��⡣
3.4 ѹ��Indenting
ͨ�����ڳ�����ѹ���İ��۽�Ϊdzƽ�������ص�ѹ�۳����оֲ����ֳݱ��Σ�����ʹ����������ƻ���
����������ֳ��ϵ��µĽ�����Ƭ�������ϣ������ѹ�۵�ֱ�����ء�
ͼ25 ѹ��
��������m=5mm ������40Cr �������ϳ���������������ѹ�ۡ�
ͼ26 ѹ��
���л�����m=8mm������������������������ֳ��������Լ�ѹ���Ρ�
3.5�����ܱ�Tooth Plastic Flow
һ�����������ݵij�����䲿�ַ������Ա��Ρ��ֳݳ�����Ť�����ξ�䡣Ӳ�����ֳݻ������б�ɫ����
ͨ��������ʧ������ɵľ���������ʹ���ֲ��ϵ�����ǿ�Ƚ��Ͷ������ֳ����ܱ��Ρ�����ǿ�ȵ͵����Բ��ϣ��ڹ�����غ������£��ֳݿɷ������ܱ��Ρ�
ͼ27 �����ܱ�
���ֻ���������Բ���֣�m=20mm,45�Ÿֵ��ʴ��������ڹ��ػ��غɼ�����ɳ����������ܱ��Ρ�
4 �ֳ��۶�Breakage
�ֳ��۶���ָ����һ�������ݵ��������ֲ��Ķ��ѡ���ͨ���������ֳݵĽ���Ӧ�������˲��ϵ�ƣ�ͼ�������ɡ���ʱ��Ҳ�����ɶ�ʱ��������ɡ�
4.1 ƣ���۶�Fatigue Breakage
ƣ���۶���ָ��Դ�ڳݸ�����ƣ�����Ʋ�����չ����ɵĶϳݡ�����ƣ�����Ƴ������ڳݸ�Բ�ǰ뾶����ϸ��״��ƣ���۶ϵĶϿ�һ���Ϊƣ����չ����˲ʱ�۶�����ƣ����չ���ı���ͨ���Ϲ⻬�����ɹ۲쵽��ƣ��Դ��ʼ�ġ������ơ�״��ƣ����չ���ߡ�ƣ��Դ���丽������������ϳ��ʡ��ۡ�״�����еġ��ۡ��ں���ϲ����ԡ�˲ʱ�۶����ı���ֲڣ��β�롣
ƣ�Ͷϳݵĸ���ԭ���ǣ��ֳ��ڹ��ߵĽ���Ӧ����������£��ӳݸ�ƣ��Դ��ʼ��ƣ�����Ʋ�����չ��ʹ�ֳ�ʣ������ϵ�Ӧ�������伫��Ӧ��������ϵͳ�еĶ��غ��ֳݽӴ��������ݸ�Բ�ǰ뾶��С�ͳݸ�����ֲڶȹ��ߡ�����ʱ�����ˡ������еļ�����ȴ�������������ĥ�����˼������к�����Ӧ�������أ�����ٳ��ֳ�ƣ���۶ϡ�
ͼ28 ƣ������
�ݸ�Բ�Dz��ֳ���ƣ�����ơ�
ͼ29 ƣ���۶�
�����С����m= 30mm ������40Cr ����Ӳ��HB233 ���ֳݶϿڳ������Եı���״ƣ��������չ���ͱ���ֲڲ�ƽ��˲ʱ�۶�����
ͼ30 ƣ���۶�
��������m��16mm������35SiMn2MoV����Ƶ���HRC>45���ֳݶϿڿɼ����Ե�ƣ��Դ��ƣ��������չ�ļ��ߡ�
4.2 �����۶�Overload Breakage
�����۶�ͨ�������ڶ�ʱ��������ع�������ɵģ���Ͽ�һ��ϴֲڣ�û��ƣ���۶϶Ͽڵĵ���������
ͼ31 �����۶�
���ػ�����m��8mm,45�Ÿֵ��ʣ�����ͻȻ������ɶ���ֳݴӸ�����ϡ�
�����۶���Ҫ�������ֳݵ�Ӧ�������伫��Ӧ������ɵġ��غɵ����ؼ��С����غɹ��������������ʧЧ�Լ��нϴ�Ӳ������������ϴ��ȣ�������������۶ϡ�
4.3 �������Random Fracture
���������ָ����ݸ�Բ�ǽ����йص�ƣ�Ͷϳݣ���������ȱ�ݻ���ߵ��к�����Ӧ��λ�ö�������Ͽ���һ��ƣ���۶ϵĶϿ����ơ�
�������ͨ���������ֳ�ȱ�ݡ���ʴ������Ӧ������Դ�ڸô��γɹ��߾ֲ�Ӧ����������ġ������ϸĥ�����Ƶ��ֳݵ�ȱ���ڽ���Ӧ�������²�����չ���³ݵĶ��ѡ����ʵ������������γɵĹ����к�����Ӧ��������ݵľֲ����ѡ��ϴ������������ϴ�Ҳ��ʹ�ֲ��ֳݲ�������ƣ���۶ϡ�
ͼ32 �������
��������ī�������֣�m��5mm��Ӳ��HRC43�����ڳ���ȱ�����������ѡ�
ͼ33 �������
��ú��˫������m=10mm������30CrMnTi��̼���HRC58��62�������ȴ���ȱ����ɹ��ɲ����Ƶ���������ѡ�
ͼ34 �������
��ͼ��ͼ33 �ֳ����˵Ķ���ͼ��
5��������Associated Gear Failure
6.1 ����ȱ��Blank Deficiencies
����ȱ����ָ�����ֳݲ�λ��ë���ξ��Ѵ��ڵ�ȱ�ݣ���Ҫ�ǣ����ס�ɰ�ۡ�����������Ƶȡ�����ͨ���ھֲ����֣���ʱ�ɹᴩ�����ݣ�Ҳ�ɴﵽ���λ��
ͼ35����ȱ��
����������ͭ����ms=8mm������������֯���ɶ����ϡ�
ͼ36 ����ȱ��
��ī��������m=5mm��������֯��������ϳݡ�
�������ϵ�ұ�������͡����ȹ��չ��̲�������Ʋ��ϣ��������¼�����ǽ�������������������������ס�ɰ�ۻ�������Ƶȡ�����Ҳ�������ڲ��ϲ�����������
5.2 �������Quenching Cracks
���������ָ�����ڴ��ʱ���������ơ�������ƶ����ʷ�˿״����ʱ��������չ�������е��سݸ�Բ�ǰ뾶�����е��ڳݵ��������棬Ҳ�еĴ�Խ�ݶ����ڳݶ���ı���Ӳ������о�����紦���ϴ����Ƶij�ʼ��λ������ʴ�������ĺۼ���
������������ڴ������в����Ĺ�����Ӧ����ɵġ��ݶ����ϵ�����ͨ��������Ӳ������о�����紦����䲻Э��������ġ�
ͼ37 �������
���ճ���m=3mm������12CrZNi4����̼���HRC58��62���ݸ��ؾ������������ơ�
5.3 ĥ������Grindiog Cracks
ĥ��������ĥ���������ڳ����ϲ�������״���ƻ���ƽ�еĶ����ơ�ĥ������һ���dz���������۲����ֶ����ôŷ�̽�˻�����ר�ŷ�������⡣��ʱ��ĥ��������DZ�ڵģ���������������ʱ�����ع��������ʾ������
ͼ38 ĥ������
���ճ���m��3mm����̼����ĥ������ĥ�����ղ�����ɳ�����״ĥ�����ƣ��Ż�������
ͼ39 ĥ������
��ú������m=12mm������30CrMnTi�������̼HRC58��62�����ȴ������ղ����������ĥ�ݻ�ĥ�ݺŷ�̽����ʾ����״���ơ�
ĥ��������Ҫ������ĥ�������еĹ�������ģ�Ҳ�������ȴ�����������ġ����ȿ�����ĥ�����ղ���ѡ����ȷ��ɰ�ֲ��ϸ��ѡ�ò�������ȴ��ʩ���ʵ�������ijЩ�ֳݲ��ϣ���ĥ���������У����ײ���ĥ�����ơ�
5.4 ��ʴElectric Current Damage
��ʴ������ִ������ȷֲ���С�ӵ㡣��Щ�ӵ���ò�⻬��������״�ŵ�ۼ����ӵ��Ե���˻�ɫ����ʴ�������ڶ�����棬����ȫ���ֳ��ϡ�
ͼ40 ��ʴ
����������Ż�����װ�����ֳ��֣������ʱ©װ��Ե��Ƭ��������ص�ʴ��
ͼ41 ��ʴ
��ͼ��ͼ40�е����ֳ��־ֲ��Ŵ��浽���ɼ��������ȷֲ��ĵ�ʴ�ߵ㡣
������ͨ�����Ӵ��������ϵ����ϳ�����ӵ����λ����ʱ�����������ܸߵĵ�λ����ɻŵ磬ʹ�����ʴ�������ʴ�ĵ��������Ե����豸����綯�������������ȡ�������ɢ��©������Ҳ�������Դ������������봫���й�����ľ����������ʱ�������ĵ����豸����纸����ͨ������װ�ﲻ�ʵ��ؽӵأ�Ҳ����ɵ�ʴ��
5.5 ��������Failure by Interference
�����������ɳ������ϸ�����ɵġ��������dzݶ����������dzݸ��������ԵĽ����ƶ��ۼ����ݸ����ڳ����ۣ��ݶ�������Բ��ͨ�����������˿��������ĥ�����Ա��Ρ����ϣ����������ֳ��۶ϡ�
ͼ42 ��������
��ú������m��14mm������30CrMnTi����̼����������ϸ�����ɳݸ��������Եĸ������ƴ���
���ϲ�����Ʋ��������ӹ�����������װ���ľ��С���������ȱ��ι���ȣ���������ֳݲ��������϶�����������ˡ������ϵ��ֳݶ��������غɹ�������Ϲ������п���ʹ����ĤʧЧ����ɳݶ����ݸ������������ƶ������������������ˡ�
5.6 ��Ե�ͷ�������Rlm and web Failure
��Ե����ͨ�������������ڳ�֮��ijݸ��������������е�����Ե�����ؾ�����չ���ɣ���ʱ������Ҳ�������Ƶ���һ����չ����Ե��
ͼ43 ��Ե����
�ɳݸ�������ƣ�����ƣ��ؾ�����չ�ᴩ��Ե��
ͼ44 ��������
������ֹᴩ���ơ�
��Ե�Ķ��ѣ�ͨ�����ֳ�ƣ�����Ʒ�չ�Ľ��������ij���ֵIJ���Ӧ�����ߣ����γɾ���ʹ������չ���������˿������ǿ�Ȳ��㡢Ӧ�����л������ض�����
��¼A
�й����˵ĶԲ�
�������
��Ӧ�ڱ����ı�����������ı�ţ����ֻ���������ʽ�ĶԲ߷ֱ��������£�
A.1.1 ��ĥ��ĶԲ�
���˳���װ�õ��������������ĥ�������ȷ����ĥ��������ö�֮�⣬��ĥ��һ�㲻����⡣��ĥ��ɵõ����õ����ϳ��档
�ڳ�����ĥ������У�Ӧ��ʱ���������ȡ������ʩ���Եõ��Ϻ��ʵ���Ĥ��ȡ�
A.1.2 �е�ĥ��ĶԲ�
������������������Ĥ��ȣ��������ճ�ȣ��������£������ʵ������Ӽ���������ʽ����������ٶȺ��غɿɱ䣬�����߹����ٶȡ���С�غɡ�������ϵͳ�е���Ⱦ���ʣ����������װ�û������ų���
A.1.3 ����ĥ��ĶԲ�
���ú��ʵ��ܷ���ʽ����װ�ã�����ù���װ�ã���������ʽ����ǿά�����������ճ�ȡ���������ȴװ�ã�������ܣ�Ҳ����߹����ٶȡ������غɣ��ر������غɣ���������ʩ�粻��Ч����ɸĽ���ƣ���ı���ּ��β��������ʡ����ȡ�����ֲڶȵȡ�
A.1.4 ĥ��ĥ��ĶԲ�
���ڲ��÷ɽ��ı�ʽ���������Լ�ʱ�������͡���ϴ�й�����������ѭ����ϵͳ�����˲��ù���װ�á�����ת�����ܺϹ����в�����ĥ��ĥ�𣬸�Ӧ�ر�ע����ϴ����ϵͳ����ʱ���͡��������ڽ�ϸ������ɵ�ĥ��ĥ����ɿ��Dz��ýϸ�ճ�ȵ������Լ���֮�����ڿ�ʽ�������ر�Ӧע���ȡ�ʵ��ķ�����ʩ��ѡ�ú��ʵ����Լ����������ˡ�
A.1.5 ��ʴĥ��ĶԲ�
��ѡ�ü�ѹ���Ӽ�ʱ��Ӧ���ǵ����Գ��港ʴ��Ӱ�졣���Ӽ��ɷֺͺ���Ӧ�����ʵ����������Ӽ���Ӧ������飬���ָ�ʴ����Ӧ�������͡��������Ӽ���ʹ��ʴĥ����ٵ���ͳ̶ȡ�Ϊ��ֹ���ͱ�����ˮ��������������к�����������Ⱦ������װ��Ӧ�����õ��ܷ⡣�ڼӹ�����������У����븯ʴ�Խ��ʽӴ�ʱ��Ӧ���������Ĺ��չ�̣���ʹ��ʴ���ٵ�����ȡ�
A.1.6.1 �����ϵĶԲ�
���������е��غɺͱ�֤���õ����������ɱ�����������ϡ�������������������ˣ���Ӧ��ʱ�ų��������������
A.1.6.2 �еȽ��ϵĶԲ�
�������¶��Խ��ͳ��������¶ȣ������м�ѹ���Ӽ������ͣ��ڽӴ�����Ϳ���������������ĥ�ӹ����ͱ���ֲڶȵȣ�����������������õ����������ﵽ��ֹ���ϵ�Ŀ�ġ��ڿ��ܵ������£��ʵ������غɺ��ٶȣ�Ҳ�ɼ��������������ˡ�
A.1.6.3 �ƻ��Խ��ϵĶԲ�
���뱣֤���ִ�����һ���غɡ��ٶȡ��¶ȵ������£�ʼ�վ������õ������ü�ѹ���Ӽ��Լ������ճ�ȵĺϳɳ����ͣ��ɷ�ֹ�������ˡ������������Ӽ��ĺϳ��ͣ�Ҳ�ܷ�ֹ�ڽϸ��¶��¹����ij��ֵĽ��ϡ�
A.1.6.4 �ֲ����ϵĶԲ�
��ͨ�������ֲ��غɼ��������ⷢ���ֲ����ϡ�����������������ߵ���λ����ͳ��ֳ������Ӧѡ���ʵ������ٳ���Ӧע��ʹ������������ɢ�Ⱦ��ȣ���ȴ�������Ͳ�λҪ�ʵ������γݵĹ�����Ҳ����ѡ��̫����
A.2.1.1 ���ڵ�ʴ�ĶԲ�
�ֳݱ���⻬�ʹ���תһ��ʼ�غɾ��سݿ��ֲ����ã��ɱ���������ֵ�ʴ����߳��ξ��ȡ����ó��������Լ�С���غɵİ취����һ���̶��Ͽɿ��Ʋ�����ʴ�������ܺϣ�Ҳ�ɸ����ֳݵ�����������Ӷ��������ڵ�ʴ��
A.2.1.2 �ƻ��Ե�ʴ�ĶԲ�
���ֽӴ�Ӧ�������ֳݲ��ϵ�ƣ�ͼ��ޣ��ƻ��Ե�ʴ�Ϳɱ��⡣��߲��ϵ�Ӳ�ȣ�����߲��ϵ�ƣ�ͼ��ޣ���ʱ�������������Ӳ�ȣ�Ҳ����ֹ���ֵ�ʴ��������͵�ճ���Լ��������˵����Ӽ����Է�ֹ�����ʴ�������Ե�Ч����
A.2.2 ����ĶԲ�
ʹ����ĽӴ�Ӧ�����͵����ϵ�ƣ�ͼ������£��ɱ����������ˡ�
�Գ��ֲ��Ͻ���Ӳ������������俹�����������ͨ�����ڵ�ʴ�ӻ����ϻ�������ơ�ȱ�ݷ�չ���ɵİ���ij��֣�˵����������������㣬���������Ҫ�Գ��ֽ���������ơ�
����һ�ְ���D ����ѹ�飬��ֹ���ְ��������Ч�İ취���ʵ������ֳ�Ӳ�������Ч��ȣ�ͬʱ�ʵ������ֳ�о�����ϵ�Ӳ�ȣ������ͨ���Ļ����ϻ�ı��ȴ������յȴ�ʩ���ﵽ�����ڴ��ڹ�����к�����Ӧ������Ӧ����ơ����⣬�����غɼ���Ҳ�������ġ�
A.3.1 ����ܱ�ĶԲ�
��С�Ӵ�Ӧ�������ӽӴ����漰�α�����ϵ�Ӳ�ȣ����������������ˡ���߳ݾྫ�Ⱥͼ�С������������ֳݹ�������������Ͷ��غɣ����ü�ѹ���Ӽ���ճ�ȵ������Ը��Ƴ��ֵ������������Ħ��������֤��װ���ȣ����Ƴ������Ա����غɼ��У�Ҳ��һ�㳣��ȡ�Ĵ�ʩ��
A.3.2 ����ĶԲ�
���ӳ���Ӳ�ȡ����ٽӴ�Ӧ����������״�������ɷ�ֹ����ķ��������ü�ѹ���Ӽ���ճ�ȵ����͡�����ٶȡ����Ƴ��ֵ��Ȱ취�����ɸ�����״����
A.3.3 �ĶԲ�
���ͽӴ�Ӧ�������Ӳ��ϵ�Ӳ�ȺͲ��ô���ѹ���Ӽ���ճ�Ƚϴ�������ܹ���ֹ��������û��ѭ����ϵͳ�Ĵ����У������������Ͳ���֤����û�����������ʣ�Ҳ������ġ�
A.3.4 ѹ�۵ĶԲ�
��ֹ�������������ִ���װ���У������ڼ���ʱ��Ӧע�⡣��ʱ��������װ�ã��ų�������Ƭ����������ȵ�ѹ�ۣ����������κ��Կɱ��á�
A.3.5 �����ܱ�ĶԲ�
����ѭ���ij���װ�ã�Ҫע���ֹ��ϵͳ���Ͳ�����жϡ������ͳ��ij���װ�Ҫע������λ�á�������͵�ճ�ȣ���ʱ�ɻ��һ��Ч�����������ܱ��εij��֣���ҪҪ��߳��ֲ��ϵ��������ޡ�
A.4.1 ƣ���۶ϵĶԲ�
�ij��ֵļ��β��������ͳݸ�����ֲڶȡ��Գݸ�������ȷ�����账��������ݸ�Բ�ǰ뾶���Գݸ�Բ�������е����Խ��ͳݸ�Σ�ս��������ƣ��Ӧ�����Բ��Ͻ����ʵ����ȴ����Ի�ýϺõĽ�����֯�Լ������ܽ����к��IJ���Ӧ���ȴ�ʩ�������ڷ�ֹƣ���۶ϡ�
A.4.2 �����۶ϵĶԲ�
������Ϸ�ֹ�������DZȽ����ѵģ���Ϊ����������һЩ�������������ɡ�ע�������������ع����Լ��ڴ���ϵͳ�����ð�ȫװ�ã��簲ȫ�������ȣ��������ڷ�ֹ�����۶ϡ�
A.4.3 ������ѵĶԲ�
�����ʱ��ѡ������IJ����ͽṹ�������������߾ֲ�Ӧ�����л�����к�����Ӧ����������ȷ�����ϵ�Ʒ�ʣ��ϸ���Ƽӹ����չ��̷�ֹ��������ȱ�ݺͷ�ֹӲ������������ϡ�
A.5.1 ����ȱ�ݵĶԲ�
���ú�����ұ�������͡������գ������ʵ������������ƶȣ���ʱ�����ϸ��������
A.5.2 ������ƵĶԲ�
���ݳ��ֲ��ϺͶ���Ҫ���ƶ������Ĵ���չ�̣����ϸ���ƹ��չ��̡������ٶȲ�Ӧ������͵ȡ����ֵĸ����ߴ���ṹ��Ӧ�����Ҫ��Ӧ��֤�����豸����������
A.5.3ĥ�����ƵĶԲ�
ѡ���ʵ���ĥ�����գ����ƽ����̺�ĥ���ٶȣ���ǿ��ȴ��ʩ��ѡ�ò���ĥ�ѵIJ��ʺͺ��ʵ��ȴ������ա�
A.5.4 ��ʴ�ĶԲ�
�йص��豸�����ͨ��©�����ij���װ��Ӧ�ϸ��Ե���ʵ��ط��ýӵ��ߡ�
A.5.6 �������˵ĶԲ�
Ӧ����ƺͼӹ������У����ֳݼ�����״�����������Լ����찲װ�ȷ�����Ա��⡣ѡ���ʵ������ͺ���ȴ��ʩҲ����Ч�ġ�
A.5.6 ��Ե�ͷ������˵ĶԲ�
��Ե������ijߴ��Ӧ����ǿ��Ҫ�ֲ�Ӧ���������أ����������ۡ�ĥ�����ơ���Ե�ͷ�����ɴ��ļ���Բ�ǵȣ�Ӧ�跨���ٻ���������Ҫʱ��Ӧ��ȡ��Ч�ļ������ʩ��
����˵����
�����ɻ�е��ҵ��������ɻ�е��ҵ��֣�ݻ�е�о�����ڡ�
�����ɶ�����ѧԺ�ͱ�������ѧԺ������ݡ�
������Ҫ����˶�����ѧԺ�ε·������𡢲̴�Դ�����п�����������ѧԺ��������̸��������Т»����������